Porositas banget umum ing welding aluminium.
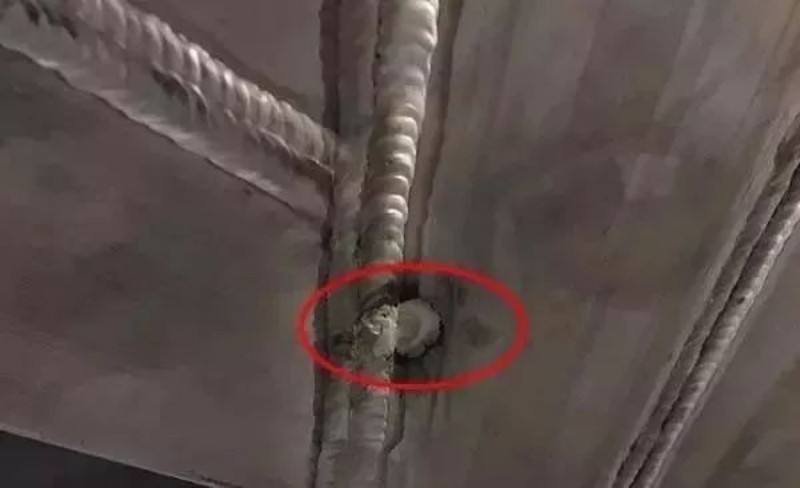
Ana jumlah pori-pori ing bahan dasar lan ing kawat las, saéngga perlu kanggo nyegah pori-pori gedhe sajrone welding kanggo mesthekake yen pori-pori ora ngluwihi standar. Nalika asor ngluwihi 80℅, welding kudu mandheg. Kemungkinan pori ngluwihi standar uga 80℅, lan gampang kanggo ngasilake potongan bali.
Welding ing negara asor ditampilake ing tokoh banget kamungkinan kanggo gawé pesenan bali.
peralatan welding Xinfa nduweni karakteristik kualitas dhuwur lan rega murah. Kanggo rincian, bukak:Produsen Welding & Cutting - Pabrik & Pemasok Welding & Cutting China (xinfatools.com)


▲Asor▲
Kadhangkala bledug ireng bakal nempel ing las, apa sing kudu ditindakake?


▲Ireng lan abu-abu▲
Bener, elektroda tungsten wis kontaminasi, utawa ndemek blumbang molten utawa kawat las, lan aluminium nempel. Mung nalika elektroda tungsten wis di resiki kita bisa nerusake.

▲Elektroda tungsten sing terkontaminasi yaiku bentuk kembang kol▲
Ing wektu iki, kita mung kudu nyetel jembaré reresik saka mesin welding kanggo ngisor, saiki Sejatine watara 200, lan welding busur wis diwiwiti ing Piece saka kethokan aluminium. Ing sawetara detik, elektroda tungsten bakal mbentuk bal cilik. Yen sampeyan pengin las aluminium uga, werni cilik iku produk kudu-kudu.

▲ Setel jembar reresik menyang setelan paling ngisor▲


▲Bola cilik ajaib▲
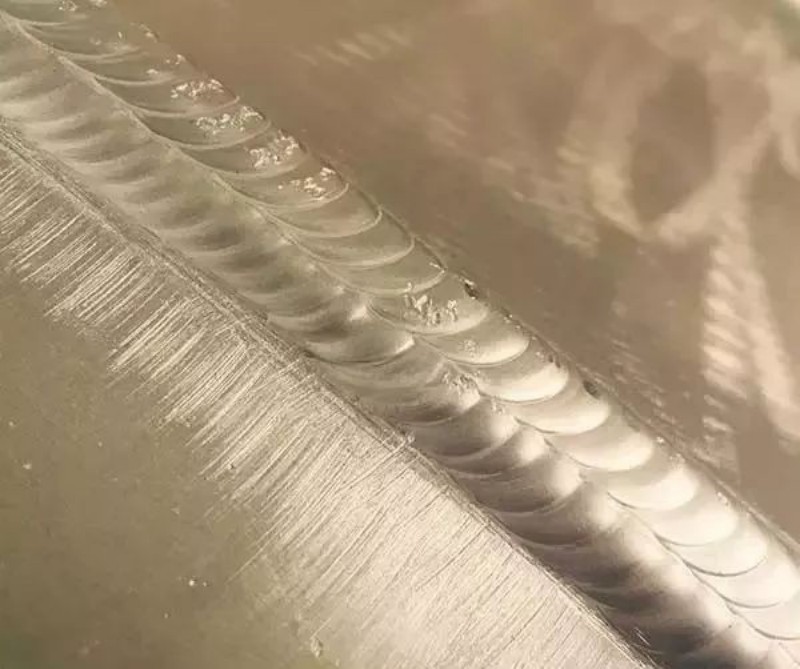
Mbandhingake welding aluminium kanggo stainless steel, aku luwih seneng welding aluminium. Iku ora minangka troublesome minangka stainless steel, kang kudu swung. Welding aluminium gampang, lan gun welding Sejatine ora ayunan. Iki tabung aluminium karo liner minangka welding fillet, lan welding ora sing troublesome.
Nalika nyetel arus kanthi moderat, arus sing paling apik yaiku sing bisa ngontrol blumbang molten. Kinerja saben mesin las beda-beda, arus bakal beda, lan keluwesan busur uga beda.




Wektu kirim: Sep-29-2024


