Pakan kabel sing kurang apik minangka masalah umum sing ditemokake ing akeh operasi las. Sayange, bisa dadi sumber downtime sing signifikan lan ilang produktivitas - ora kalebu biaya.
Pakan kabel sing ora apik utawa ora mesthi bisa nyebabake kegagalan prematur, kobongan, nyarang manuk lan liya-liyane. Kanggo nyederhanakake ngatasi masalah, luwih becik goleki masalah ing feeder kabel dhisik lan pindhah menyang ngarep bedhil menyang bahan bakar.
Nemokake sabab saka masalah kadhangkala bisa rumit, Nanging, kabel dipakani masalah asring duwe solusi prasaja.
Apa sing kedadeyan karo feeder?

Nemokake sabab saka pakan kabel miskin kadhangkala bisa rumit, Nanging, masalah asring duwe solusi prasaja.
Nalika dipakani kabel miskin occurs, bisa related kanggo sawetara komponen ing feeder kabel.
1. Yen drive muter ora obah nalika narik pemicu, mriksa kanggo ndeleng yen relay rusak. Hubungi produsen feeder kanggo pitulungan yen sampeyan curiga iki masalah. Timbal kontrol sing salah minangka sabab liyane. Sampeyan bisa nyoba timbal kontrol karo multimeter kanggo nemtokake yen kabel anyar perlu.
2. Tabung panuntun sing ora dipasang lan / utawa diameter pandhuan kabel sing salah bisa dadi panyebabe. Tabung pandhuan lenggah ing antarane pin daya lan gulungan drive supaya kabel tetep lancar saka gulungan drive menyang bedhil. Tansah nggunakake tabung panuntun ukuran sing tepat, atur pandhuan sing cedhak karo gulungan drive lan ngilangi kesenjangan ing jalur kabel.
3. Mangga madosi sambungan miskin yen MIG gun wis adaptor sing nyambungake bedhil kanggo feeder. Priksa adaptor nganggo multimeter lan ganti yen gagal.
Njupuk dipikir ing nggulung drive
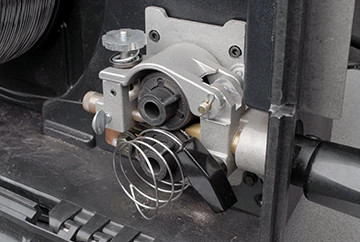
Sarang manuk, sing ditampilake ing kene, bisa nyebabake nalika liner dipotong cendhak banget utawa ukuran liner sing salah kanggo kabel sing digunakake.
Nggunakake ukuran salah utawa gaya welding drive nggulung bisa nimbulaké pakan kabel miskin. Ing ngisor iki sawetara tips kanggo nyegah masalah.
1. Tansah cocog ukuran muter drive kanggo diameteripun kabel.
2. Priksa gulungan drive saben-saben sampeyan sijine spool anyar kabel ing feeder kabel. Ganti yen perlu.
3. Pilih gaya gulungan drive adhedhasar kabel sing sampeyan gunakake. Contone, gulungan drive welding Gamelan apik kanggo welding karo kabel ngalangi, déné U-shaped gedhe-gedhe luwih apik kanggo kabel tubular - flux-cored utawa metal-cored.
4. Setel tension muter drive tepat supaya ana meksa cukup ing kabel welding kanggo Feed liwat lancar.
Priksa liner
Saperangan masalah karo liner welding bisa mimpin kanggo dipakani kabel erratic, uga burnbacks lan manuk-nyarang.
1. Priksa manawa liner wis dipotong kanthi dawa sing bener. Nalika sampeyan nginstal lan motong liner, lay bedhil warata, nggawe tartamtu kabel iku sakcara. Nggunakake gauge liner mbiyantu. Ana uga sistem konsumsi sing kasedhiya karo liner sing ora mbutuhake pangukuran. Padha ngunci lan concentrically kempal antarane tip kontak lan daya pin tanpa fasteners. Sistem iki nyedhiyakake panggantos liner bukti kesalahan kanggo ngilangi masalah pakan kabel.
2. Nggunakake liner welding ukuran salah kanggo kabel welding asring ndadékaké kanggo kabel dipakani masalah. Pilih liner sing rada gedhe saka diameteripun kabel, amarga ngidini kabel kanggo feed lancar. Yen liner banget sempit, bakal angel dipakani, nyebabake kabel rusak utawa nyarang manuk.
3. Lebu buildup ing liner bisa impede kabel dipakani. Iku bisa kasil saka nggunakake salah welding drive jinis muter, anjog kanggo kabel shavings ing liner. Microarcing uga bisa nggawe celengan las cilik nang liner. Ganti liner welding nalika asil buildup ing dipakani kabel erratic. Sampeyan uga bisa nyebul udara sing dikompres liwat kabel kanggo mbusak rereget lan lebu nalika sampeyan ngganti liner.

Nutup saka burnback kabel ing tip kontak ing gun FCAW poto-shielded. Priksa tips kontak kanthi rutin kanggo nyandhang, rereget lan lebu kanggo nyegah burnback (dituduhake ing kene) lan ganti tips kontak yen perlu.
Monitor kanggo nyandhang tip kontak
Welding consumables bagean cilik saka bedhil MIG, nanging padha bisa mengaruhi kabel dipakani - utamané tip kontak. Kanggo nyegah masalah:
1. Visual mriksa tip kontak kanggo nyandhang ing rutin lan ngganti yen perlu. Mangga madosi pratandha keyholing, kang occurs nalika bolongan ing tip kontak dadi oblong liwat wektu amarga kabel dipakani liwat. Uga goleki spatter buildup, amarga iki bisa nimbulaké burnbacks lan pakan kabel miskin.
2. Coba nambah utawa nyuda ukuran tip kontak sing sampeyan gunakake. Coba mudhun siji ukuran dhisik, sing bisa mbantu ningkatake kontrol busur lan pakan sing luwih apik.
Pikirane tambahan
Pakan kabel sing ora apik bisa dadi kedadeyan sing ngganggu ing operasi welding - nanging ora kudu alon-alon. Yen sampeyan isih nemu masalah sawise mriksa lan nggawe pangaturan saka pakan maju, njupuk dipikir ing gun MIG Panjenengan. Paling apik nggunakake kabel paling cendhak sing isih bisa rampung. Kabel sing luwih cendhek nyilikake coiling sing bisa nyebabake masalah pakan kabel. Elinga supaya kabel tetep sakcara sak bisa welding, banget. Digabungake karo sawetara katrampilan ngatasi masalah sing padhet, bedhil sing tepat bisa njaga welding luwih suwe.
Wektu kirim: Jan-01-2023


